Excitement About Lean Manufacturings
Wiki Article
Additive Manufacturing - The Facts
Table of ContentsSome Known Questions About Additive Manufacturing.Excitement About OemThe Best Strategy To Use For Lean ProductionThings about ManufacturingThe Facts About Lean Production UncoveredThings about Additive Manufacturing
The text on this web page is a sample from our complete White Paper 'Injection Moulding for Purchasers' - * Sample text * - for full guide click the download button over! Introduction This guide is planned for individuals that are looking to source plastic mouldings. It gives a much required understanding right into all that is entailed with producing plastic components, from the mould device called for to the moulding process itself.If you wish to explore even more, the guide covers types of mould devices, along with special completing processes such as colours & plating. Words that are underlined can be located in the reference in the appendix ... Part I: Moulding: The Essentials The Advantages of Shot Moulding Plastic injection moulding is a very accurate process that offers several benefits over various other plastic processing methods.
Precision is perfect for extremely detailed parts. You can hold this moulding in the palm of your hand and also it has managers, ribs, steel inserts, side cores and holes, made with a gliding closed off feature in the mould device.
Plastic Manufacturing Things To Know Before You Buy

The Only Guide to Plastic Manufacturing
from material feed & melting; material injectionProduct shot time cooling down ejection and also the re-closing of the mould tool ready for the next cycle. Draft angles - The walls of a moulded part need to be a little tapered in the instructions in which the part is ejected from the mould tool, to allow the component to be expelled quickly.Ejector stroke - The pressing out of ejector pins to expel the moulded part from the mould tool. Ejector stroke speed, length and also timing needs to be meticulously controlled to avoid damages to the ejectors and also mould tool, but at the same time make the moulding cycle as brief as feasible.

What Does Mfg Mean?
Ribs - When a plastic part has thin wall surfaces, ribs are included in the style to make the thin wall surfaces more powerful Side cores - Side activity which creates a feature on a moulded part, at an opposing angle to the normal opening direction of the mould device. die casting. The side core requires to be able to withdraw as the plastic part can not be ejected otherwise.
Wall surfaces - The sides of a moulded component The message on this page is a sample from our complete White Paper 'Injection Moulding for Customers'.
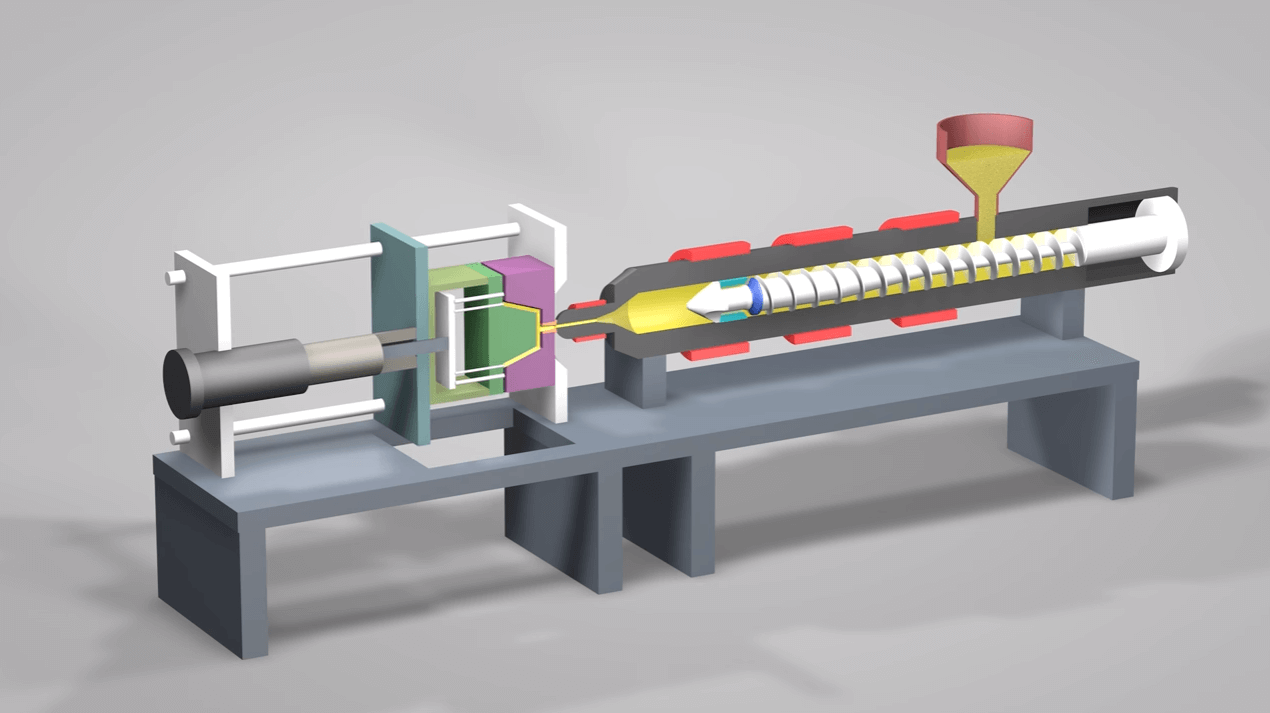
Manufacturing process for producing parts by infusing liquified material right into a mould, or mold and mildew Simplified diagram of the procedure Shot moulding (U.S. punctuation: shot molding) is a manufacturing procedure for generating components by infusing liquified product right into a mould, or mold. Injection moulding can be carried out with a host of products mostly consisting of metals (for which the process is called die-casting), glasses, elastomers, confections, and also many frequently thermoplastic and thermosetting polymers. Injection moulding Bonuses is commonly used for making a variety of components, from the smallest parts to entire body panels of automobiles. Shot moulding uses a special-purpose machine that has three components: the injection device, the mould and the clamp.
All About Hon Hai Precision
Process characteristics [modify] Injection moulding uses a ram or screw-type bettor to compel molten plastic or rubber material right into a mould cavity; this solidifies right into a shape that has complied with the contour of the mould. It is most typically utilized to process both thermoplastic and also thermosetting polymers, with the quantity used of the previous being substantially higher.: 13 Thermoplastics are widespread because of attributes that make them extremely appropriate for shot moulding, such as convenience of recycling, adaptability for a wide click this link array of applications,: 89 and also capacity to soften as well as flow on heating.In numerous cavity moulds, each dental caries can be identical and also form the same parts or can be one-of-a-kind as well as form several various geometries during a solitary cycle.
When enough product has collected, the material is compelled at high stress as well as speed right into the part forming dental caries. The specific amount of shrinking is a function of the material being used, and can be relatively foreseeable. To avoid spikes in pressure, the procedure typically uses a transfer setting representing a 9598% complete dental caries where the screw changes from a constant speed to a continuous pressure control.
The Buzz on Additive Manufacturing
sustainable manufacturing The packaging pressure is used up until the gate (cavity entryway) solidifies. Due to its little size, the gate is usually the very first location to strengthen with its whole thickness.: 16 Once the gateway solidifies, no even more product can get in the dental caries; as necessary, the screw reciprocates as well as obtains product for the next cycle while the product within the mould cools down so that it can be expelled as well as be dimensionally steady.Report this wiki page